24小时销售热线
138-0382-7591
151-3711-8131
24小时销售热线
138-0382-7591
151-3711-8131


按工作机座分类
1,单机座
这种轧机布置形式简单,轧钢车间只由一个工作机座及其驱动电动机和传动系统所组成,(简图1-6a)。这种布置用于;轧制巨型断面的二辊可逆式轧机(初轧机,板坯机,厚板与轧机);轧制钢管和冷轧钢板及带钢的二辊不可逆式轧机。
2,横列式
几个工作机座横列成一排,由一台电动机经过公用的减速机,齿轮座传动(见图1-6b)。这种布置的有点是设备简单,造价低,易于建造,在发展地方钢铁工业方面起了很大作用,过去中小型型钢车间多采用此类布置,现逐渐淘汰。其主要缺点在于用一台电动机驱动,各个工作机座的轧辊转速相同,故轧制速度不能随着轧件长度的增加(由于轧件延伸)而提高。同时轧件从一个机座送到另一机座时,必须做横向移动,既不方便,又限制了生产率的提高。在一个机列中,工作机座的数目根据轧机的不同用途可达2~5台。横列式布置用于轧制型钢,线材等。
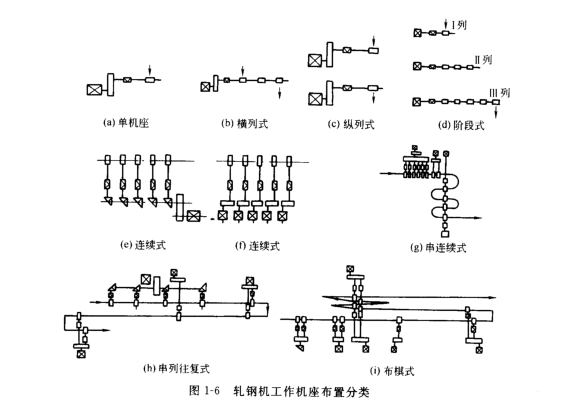
3,纵列式
两个工作机座按轧件轧制方向顺序排成一行,轧件依次在各机座中进行轧制(见图1-6c)。每个机座单独传动,轧辊的转速随着轧件长度的眼神而增高。这种布置常用于搞生产率的初轧机及厚板轧机。
4阶段性
这种布置是前述几种布置的组合,由图(1-6d)可见,沿轧制线依次布置三列(属于纵列式),在二机列中,由于孔型设计的需要而布置有三个工作机座(属于横列式)。这种布置常用于轧制型钢,机列与机座的数量决定于孔型设计的条件。
5连续式
几个工作机座沿轧制线排成一行(由图1-6 e,f)机座数等于轧制道次,并且轧件同时在几个机座内进行轧制。连续式轧机是现代化的轧钢机,它的生产率很高,操作过程的机械自动化程度很高,并且有很高的轧制速度。其缺点是调整比较困难,而且改变轧件的规格时也比较复杂。虽然如此,由于连轧机具有搞生产率的突出优点,因而他被广泛用来轧制带钢,线材及钢坯等。
6半连续式
轧制比较复杂的断面(角钢,槽钢等),因此连轧机调整复杂,通常采用半连续式(见图1-6g),它是由两个机座组成,其中一组布置成连续式(粗轧机组),另一组布置成横列式精轧机组或阶段式。
7串列往复式
这种布置如图(1-6h)所示工作机座数目和连轧机一样,应尽量等于所轧产品需要的轧制道次。轧件在每个机座中只轧一道。与连轧机不同处只有当轧件从前以及做中全部轧完后,才进入后一机座,这样就解决了复杂断面型钢来哪吒时的调整困难问题。为了减少厂房的长度,轧机平行地排成几行。轧件由一行到另一行时续作横向移动,因而这种布置也可称为横越式,或称越野式,在这种布置的各个机座中,轧制速度随着轧件从一个机座到另一个机座的延伸而提高,故这种布置生产率很高。近来被广泛用于高生产率的大,中型轧机上。
8布棋式
它由串列往复式变化而得,与串列网复是基本相同,区别在于为了使布置更为紧凑,后面的机座布置成走棋的形式(见图1-6i)。和串列往复式一样,每道有自己的工作机座与轧制速度,故也广泛用于高生产率的大,中型轧机上。






















 豫公网安备 41910102000734号
豫公网安备 41910102000734号