24小时销售热线
138-0382-7591
151-3711-8131
24小时销售热线
138-0382-7591
151-3711-8131


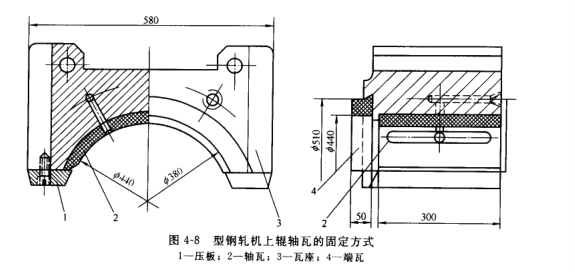
轧辊的调整装置是轧机上一个重要部件,主要用来调整轧辊在机架中的相应位置,用以保证获得所要求的压下量,精确的轧件尺寸,形状以及正常的轧制条件。型钢轧机的轧辊调整分径向轴向调整两部分,调整的目的是为了得到正确的孔型位置。
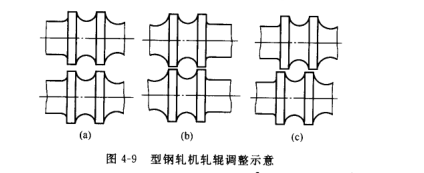
图4-9(b)所示为正确孔型位置;图(a)辊缝过大,必须进行上,下径调整,他由压下装置或压上装置来完成;图(c)为上,下辊槽左右没有对中,必须进行左右轴向调整。
由于型钢轧机的轧辊不经常调整,其调整工作通常是在换辊,变换产品规格或更换磨损轴承进行,轧辊移动量小,对调速无要求,通常型钢轧机压下装置几乎全部都是手动慢速调整庄正,但在型钢连轧机上,为老保证连轧常数,在轧制过程中也需要进行压下调整,或者在自动化程度较高的轧机上具有自动压下装置时,则必须采用电动压下装置。上轧辊平衡装置采用简单的弹簧平衡。
(一)轧辊径向调整装置
1,上辊手动调整装置
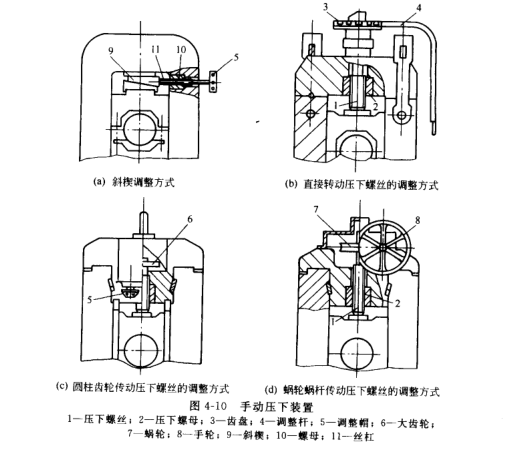
常见的手动压下装置又一下四种形式,如图4-10所示。
目前主要采用图(c)与图(d)所示方式。
2,中辊手动调整装置
三辊型钢轧机的中辊是固定得,中辊调整只是按轴承的磨损程度调轴承的上瓦座,保证辊颈与轴承,轴承衬之间的合适间隙。由于这一调整量较小,常用斜楔机构。典型结构用斜楔压紧“H”形瓦座的方式,这种结构换辊方便,使用较广。
3,下辊手动调整装置
在中辊固定得三辊型钢轧机上,下辊调整的作用与上辊调整装置的作用相同,都是调整辊缝。常见的结构有压下螺丝式和斜楔式。压上螺丝多大采用圆柱齿轮传动,压下螺丝式调整机构的有点事调整量大,但因出于轧机底部,易受水和氧化铁皮的侵蚀,需要较好的密封防护措施。斜楔式调整量小,但结构简单,并且不怕水和氧化铁皮侵蚀,故经常采用。
650型钢轧机的上辊压下装置如图4-11所示,压下螺丝由于手轮同轴的小齿轮6通过中间惰轮1及大齿轮4来驱动,整个压下装置都装在机架上盖之中,为老简化结构及机架的加工,小齿轮采用润滑轴承7,中间惰轮3是不转动的,他与机架上盖采用静配合,为老使转动轻便,惰轮与心轴之间装有滚动轴承2,大齿轮4与压下螺丝5的圆柱形微端静配合,并用键传递扭矩。
惰轮的作用主要是加大齿轮中心距,以遍留出安置手轮的空间。考虑到压下螺丝要适应新,旧轧辊的调整量,故中间惰轮的齿宽应不小于压下螺丝最大移动量及大齿轮宽度之和。齿轮用甘油润滑。






















 豫公网安备 41910102000734号
豫公网安备 41910102000734号