24小时销售热线
138-0382-7591
151-3711-8131
24小时销售热线
138-0382-7591
151-3711-8131


控制带材平直度和控制带材在整个宽度上的厚度均匀性,关键在于必须补偿轧制时产生的轧辊挠度。通常借助于原始辊身凸度和弯辊系统来补偿轧辊挠度,但这些方法的效果是极有限的,而目难干处理带材尺寸和材质的变化所引起的轧辊挠度变化。 日本发展了一种轧辊凸度可变系统,简称VC辊系统,这样的轧机称为 VC轧机。实践证明,它可有效地控制带材板形和辊型,这种系统已广泛应用于冷连轧机和热连轧机的精轧机组及铝箔、不锈钢冷轧和平整机冷轧等方面。
一、VC辊系统
VC辊系统(图 6-37)由 VC辊、液压动力装置、控制装置和操作盘等组成。VC辊包括辊套、芯轴、油腔、油路和旋转接头等。在辊套和芯轴之间是油腔,轴套两端紧密地热装在芯轴上,以便使其在承受轧制力的同时能耐高压密封。液压动力装置的高压油经旋转接头向辊子供油,通过控制高压油使辊套膨胀,以补偿轧辊挠度。油压为0~50MPa,轧辊凸度在较大压力下,沿半径方向较大凸度轧钢时可达0.27mm,轧铝时可达0.33mm。
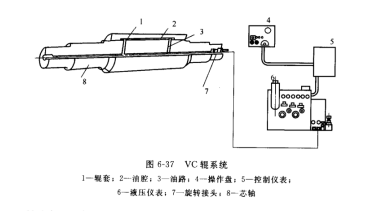
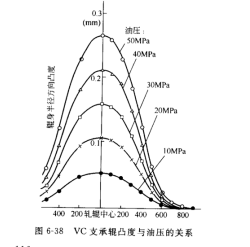
图6-38所示为 VC支承辊凸度与油压的关系,轧辊凸度的形式类似于正弦曲线,且轧辊的中间凸度值与压力成正比。较大凸度取决于VC辊的结构,因此,选择适合于轧制条件的辊套型式,即能够获得理想的轧辊凸度。图6-38是在工作压力为0~50MPa,响应速度为10MPa/s,调压精度为0.5%,采用多元醇脂油和旋转接头的较大转数为 500r/min 的条件下做出来的。
二、VC 辊的控制原理
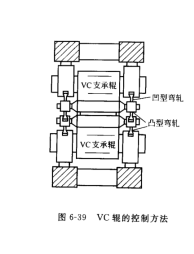
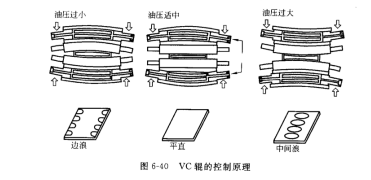
由于四辗轧机轧制负荷大,且工作辊直径较小,因此,在一般四辗轧机上,都将支承辊用作 VC辊。其控制方法如图6-39 所示,控制原理如图 6-40 所示。油压过小将使带材产生边浪,油压过大将使带材产生中间浪,只有油压适中,才能获得平直的带材。
三、VC 辊的特点
VC辊系统具有以下特性∶高效率带钢板形控制;结构简单;容易操作和维修保养;设计安全,****新颖;有可能构成代替传感器的自动闭环控制系统;在轧辊设计和制造方面技术完备;不需要重新更换及改造现有轧机;投资花费少;不需要长期停产以及在结构和操作的工艺方面设计合理等。






















 豫公网安备 41910102000734号
豫公网安备 41910102000734号