24小时销售热线
138-0382-7591
151-3711-8131
24小时销售热线
138-0382-7591
151-3711-8131


板带轧机自18世纪初正式诞生至今,已有 210年的发展历史。由于板带钢是应用较广泛的钢材,所以提高板带钢在钢材生产中的比例是世界各国发展的普遍趋势。
板与带的区别主要是,成张的为板,成卷的为带。
板带钢按生产方法可分为热轧板带和冷轧板带;按用途可分为锅炉板、桥梁板、造船板、汽车板、镀锡板、电工钢板等; 按产品厚度一般可分为特厚板、厚板、中板、薄板和极薄带五大类。 中国将厚度大干60mm 的钢板称为特厚板。厚度为 20~60mm 的钢板称为厚板,厚度为 4.5~20mm 的钢板称为中板,厚度为 0.2~4mm 的钢板称为薄板,厚度小于0.2mm的钢板称为极薄带,也叫箔材。
热轧薄板有单张生产和成卷生产两种生产方式,图6-1所示为热轧薄板轧机的主要型式。单张热轧薄板主要是在单辊驱动的二辗不可逆式轧机上用叠轧的方法进行生产,国内1200叠轧薄板机属于这一类,其成品厚度为0.2~3.7mm。这类轧机工艺简单,设备少,故投资少,建厂快。但其劳动强度大,生产率低,金属消耗大,板材表面质量不高,目前处于淘汰地位。
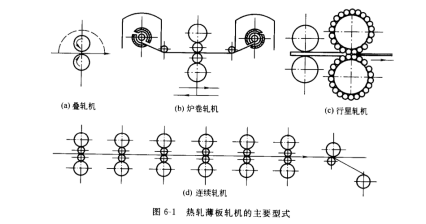
炉卷轧机主要适用于轧制温度范围较窄、难变形的钢带,成品厚度为 1.5~6.0mm。这种轧机的工作机座分前后两部分,设有带保温炉的卷取机,因此,可以在热状态下实现成卷带钢的可逆轧制,其生产能力比叠轧机大,比连轧机小,投资比连轧机小,但也存在成品表面质量和轧制精度不高、金属损耗大、带材成本较高、温度不易控制、操作复杂等不足,所以使用上受到限制。






















 豫公网安备 41910102000734号
豫公网安备 41910102000734号