24小时销售热线
138-0382-7591
151-3711-8131
24小时销售热线
138-0382-7591
151-3711-8131


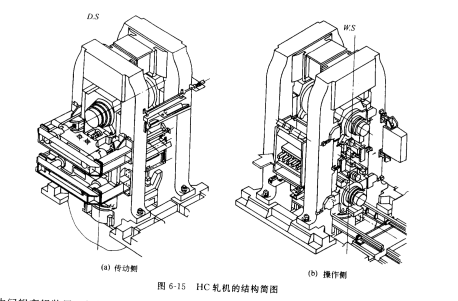
HC轧机的结构与四辗轧机无多大区别,其关键的不同处在于 HC 轧机有一套轴向移动装置,如图6-15 所示,中间辊的轴向移动可用液压缸的推、拉来实现。将中间辊轴承座与液压缸连接装置安装在操作侧,便于操作和换辊,油压回路采用同步系统保证上,下、中间辊对称移动,中间辊移动油缸在机架左右立柱右侧上,易于加工维护。HC轧机的六个轧辗成一列布置,工作辗有液压正弯或正、负弯,它的弯辊力效果比一般四辗轧机的弯辗力效果增大约三倍以上,因此,弯辊力可选择较小而效果大。通过弯辊力变化进行在线板形微调补偿,实现板形的闭环控制。
在 HC轧机的基础上,还发展了一种****凸度轧机―UC轧机,其主要特点是增加了中间辊弯辊装置。根据 HCM六辊轧机的形式增加中间辊弯辊装置的 UC轧机称为 UCM 轧机厂图6-16(a),而具有中间辊和工作辊都能抽动又有中间辊弯曲装置的 UC轧机称为UCMW轧机「图 6-16(b)。UC轧机比 HC轧机具有更大的压下量和更强的板形控制能力,可以轧制更薄、更宽、更硬的板带,并能较好地控制复合浪形和边部减薄量,适合于轧制薄而宽且具有一些特殊要求的板材。
(二)HC 轧机的原理及板形控制
1. HC轧机的原理
目前广泛使用的四辊板带轧机通常是采用具有原始凸度的工作辊和工作辗液压弯辊技术来控制板形的。但由于原始磨削凸度不能适应轧制规程的变化,弯辊装置受辊颈强度和轴承寿命等限制,板形控制的效果不十分理想,需研究新的板形控制方法。
四辊轧机工作辗的挠度如图 6-17 所示。由于在工作辊与支承辊的接触压扁上存在着有害的 A 区,即大于轧制带材宽度的工作辊与支承辊的接触区,因此,在 A接触区的接触应力形成一个使轧辗挠度加大的有害弯矩。这样工作辊的挠度不仅取决于轧制力,而且也取决于轧制带钢的宽度,即接触区 A 的宽度。当轧制带材宽度在较大范围内变化时,工作辊上由于弹性压扁不均引起的挠度变化就很大,且反弯作用要被有害弯矩抵消一部分。
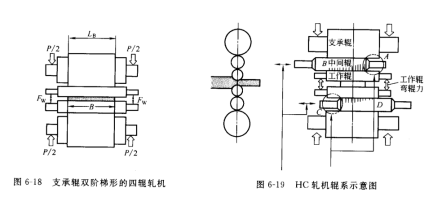
为了消除 A 区的有害作用,较简单的方法是将支承辊制成双阶梯形,使工作辗与支承辊在 A 区脱离接触,如图 6-18 所示。但轧制不同宽度的板带时,需要频繁换辊来改变辊间接触宽度 LB,或者把支承辊做成可轴向移动的,但支承辊较大,移动装置也需要大型设备,在一般条件下不易实现。为此发明了中间辊可
轴向移动的六辊轧机,即 HC轧机,其辊系示意图如图 6-19所示。由于采用了中间辊轴向移动机构,可根据原料尺寸、规格不同而选择不同的中间辗移动量。























 豫公网安备 41910102000734号
豫公网安备 41910102000734号