24小时销售热线
138-0382-7591
151-3711-8131
24小时销售热线
138-0382-7591
151-3711-8131


型钢生产在钢材生产中占举着较重要的地位。在大型钢铁联合企业中有大型轧钢厂,中型轧钢机和小型轧钢厂。型钢轧机的种类很多,本节着重介绍650型钢连轧机组。650连轧机组由两架650立棍轧机和两架650水平轧辊机组成,目前是中国较先进的型钢轧机,采用先进的计算机自动控制。
一,650型钢连轧车间工艺过程
650型刚连轧车间的工艺过程是:均热炉――运锭车――800可逆式初轧机――900kn剪切机――45°角翻钢机――650立棍轧机――650水平辊轧机――φ1800热锯机――冷床――型钢矫直机――成品库。
二,立棍轧机
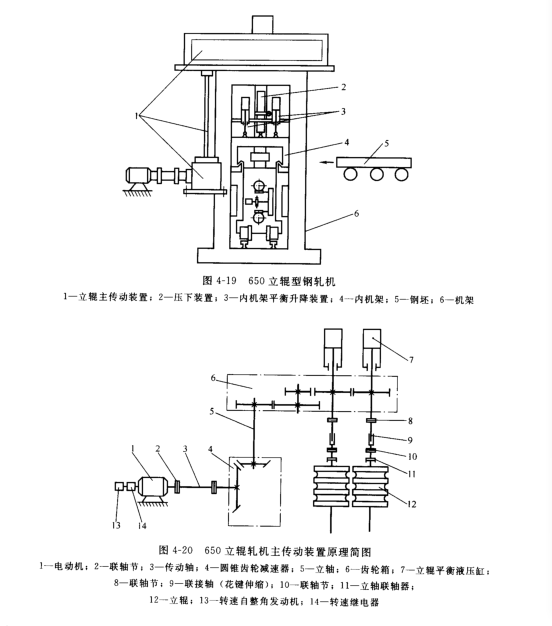
650立棍型钢轧机如图4-19所示,主要由机架,立棍主传动装置,压下装置,内机架,内机架平衡升降专职及换辊装置等组成。
(一)立棍主传动装置
650李棍轧机主传动装置原理见图如图4-20所示,主要由电动机1,联轴节2,传动轴3,圆锥齿轮减速机4,立轴5,齿轮箱6,立棍皮你更液压缸7,十字轴式万向联轴节8,传动轴,扁头联轴节11及立棍12等组成。
主传动电动机安装在地面上,齿轮箱安装在机架上面,电动机通过水平轴,圆锥齿轮减速器及立轴将运动核动力传递到机架上部的齿轮箱。齿轮箱由两级圆柱斜齿减速器机齿轮减速器及立轴将运动和动力传递到机架上部的齿轮箱。齿轮箱由两级圆柱斜齿轮减速器及齿轮座组成,齿轮座的作用是将运动和动力传给两个立轴。与两立棍相对应齿轮的上面分别安装有两个液压缸,用以平衡连接轴的重量。连轴轴中部位花键结构,其伸缩量为1005mm,允许轧辊升降,以便实现不同孔型的轧制。






















 豫公网安备 41910102000734号
豫公网安备 41910102000734号