24小时销售热线
138-0382-7591
151-3711-8131
24小时销售热线
138-0382-7591
151-3711-8131


行星轧机适用于轧制温度较窄的特殊合金钢。其特点就是压缩率大,可达 90%~95%,因此,轧机总重量较轻,投资较省。其成品为(0.8~6×(400~1 000)mm 的合金带材这种轧机的主要优点是;轧制压力很小;道次总变形量很大;由于变形量大,所以轧件在轧制过程中不但没有温降,反而可升高 50~100℃,这不仅可使带钢始终保持一定的轧制温度,有利于加工温度范围窄及难变形的特殊钢和高合金钢的生产。同时。 也有利干提高带钢厚度的精确度和产品质量; 可以大大简化薄板、带钢的生产过程,适合于小批量、多品种的中小型企业生产的需要。缺点是生产能力不高,轧机结构复杂,工作时振动大,设备磨损快,调整和维修较难,轧机作业率低,所以目前应用亦不广泛。
连续式轧机生产带材,具有产品质量高,产量高,成本低,金属消耗小,机械化、自动化水平高的优点,故连续式轧机是发展钢板生产的主要形式。其成品为 1.2~16mm 厚度钢带卷。为了增加产品的种类及减少投资费用,也可以采用具有连轧机特点的半连续式轧机和3/4 连续式轧机。
自1924年****台带钢热轧机投产以来,连轧带钢生产技术得到很快的发展。这类轧机具有轧制速度高、产量高、自动化程度高的特点。轧,制速度 20世纪 50年代为 10~12m/s.,70年代已达18~30m/s,目前轧制速度更高。产品规格也由生产厚度为2~8mm、宽度小于2 000mm 的成卷带钢,扩大到生产厚度 1.2~20mm、宽度 2 500mm 的带钢。带卷质量的加大和作业率的提高。使现有的带钢热连轧机年产量达 350 万~600万吨,较大卷重也由15t 增加到 70t。坯料尺寸及质量加大,要求设置更多的工作机座,过去的粗轧机组和精轧机组的工作机座分别为 2~4架和5~6架,现已分别增加到 4~6架和 7~9架,轧机尺寸也相应增加。现代的带钢热连轧机除了采用厚度自动控制外,还实现了电子计算机控制,从而大大提高了自动化水平,改善了产品质量,带钢厚度公差不超过±0.5mm,宽度公差不超过0.5~1.0mm,并具有良好的板形。
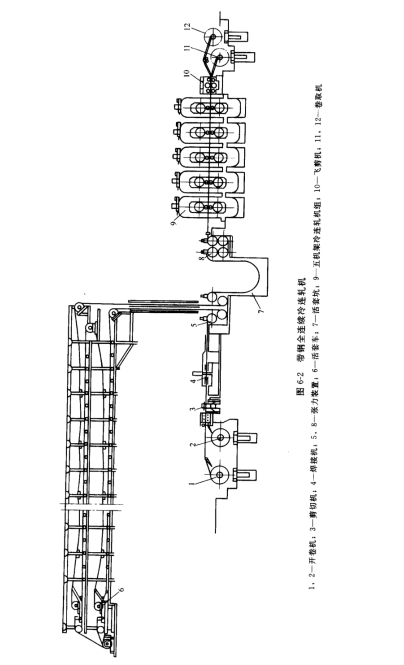
自 1979年开始,出现了全连续冷连轧机,如图6-2 所示。这种轧机只要****次引料穿带后,就可实现连续轧制。 后续带卷的头部通过焊接机与前一带卷尾部焊接在一起,轧成后用飞剪机分卷。并由两台卷取机交替卷取带钢。 全连续冷连轧,机即使在换辊时。带钢依然停留在轧机内,换辊后可立即进行轧制。采用全连续冷连轧机,可以提高生产率 30%~50%,产品质量和收得率也都得到提高。
冷轧钢板及带钢近年来得到较大的发展。冷连轧机末架出口速度可达 25~41.7m/s。为了提高产量,冷卷卷重已达 60t。一套冷连轧机年产量可达 250 万吨。在带钢冷连轧机上,广泛地采用液压弯辊装置或抽动工作辊装置来改善板形。 由干冷轧带钢厚度公差要求高。为增加轧机压下装置的响应速度,在冷轧机上采用了全液压压下装置及厚度自动控制装置。对于高速、高产量的带钢冷连轧机,实现了计算机控制。
此外,已先后出现了数十种采用板形控制新技术的新型板带轧机,本章重点介绍具有代表性的 HC轧机、CVC轧机、PC轧机和VC轧机四种类型。






















 豫公网安备 41910102000734号
豫公网安备 41910102000734号